What materials are considered auxiliary? Great encyclopedia of oil and gas
Consumption of basic materials. Sheet metal stamping shops use a variety of metallic and non-metallic materials to produce parts. Specific gravity of non-metallic materials processed in sheet stamping shops at machine-building plants, in relation to metallic materials, however, is small.
Metal materials are supplied in the form of rolls, strips, sheets, and strips. Individual parts that require stamping operations can also be made from various profiles, pipes, wire, etc. For mass and large-scale production, continuous materials (rolls, tapes) are most convenient, since their use makes the automation of technological processes easier and cheaper.
Additives and chemical excipients are defined as follows. Additives: These are chemical substances that are introduced into the fiber mixture to impart certain mechanical, physical, atmospheric, moisture, grease, optical and aesthetic characteristics, printability and others again to the finished paper. In general, excipients do not appear in the final paper or board composition because they do not remain incorporated into the pulp; however, there are exceptions; in fact, some excipients form stable bonds with the fibrous support. The distinction between additives and excipients, however, is not always so clear, since in some cases the same chemical product can act as both an additive and an excipient; In addition, as mentioned above, certain chemical auxiliaries are included in the final composition of the paper because they form stable bonds with the fibrous support.
The most widely used materials in various branches of mechanical engineering are steel of various grades and grades, aluminum and its alloys, copper and its alloys (mainly brass). In some industries, titanium and its alloys, magnesium alloys, zinc, etc. are also used. Stamping of titanium, magnesium and their alloys in the presence of form-changing processes (drawing, molding) is carried out with heating (see §79).
The European paper industry is self-sufficient in terms of fiber raw material - one of the most important recycled papers - and concentrates its output primarily on high value-added products, in particular paper for graphic use and cardboard boxes first quality.
Chemistry introduces the papermaking process into four different phases, which include the production of pulp from wood and from annual plants, the formation of the wet strip and finishing of the paper sheet, and the recycling of paper materials. The most important phase of the production process is, of course, the wet phase, in which numerous chemical products are used, which are both qualitatively and quantitatively based on the final result. At this stage, priority is given to knowledge of the morphological, structural and chemical-physical properties of the fibers together with the electrokinetic characteristics of the entire production system.
Some materials have coatings that protect them from corrosion. For example, thin-sheet galvanized or tinned steel, white tin, clad (aluminium-coated) duralumin.
Metal consumption can be determined in two ways: detailed and enlarged. With the detailed method of calculation, it is necessary to have technological maps for all parts manufactured in the workshop, as well as drawings with specifications for all parts. With the enlarged method, the annual consumption of metal M (in tons) of each brand and grade is calculated according to formula:
Chemical auxiliaries play a fundamental role in the paper production process, not only in quantitative terms, but also as responsible for the result final product. Sort by: priority and time of last modification.
Protective equipment, distribution of fixed replacements
The lecture provides a basic breakdown of fixed reimbursements and a brief definition or visual explanation of them. It also describes the apparatus used in dental surgery and the prosthetic laboratory used in the manufacture of dentures.
In this formula, in relation to sheet stamping shops, P is the mass of parts produced per year from a given metal,  ;
; - metal utilization rate, %.
- metal utilization rate, %.
According to experimental data, the percentage utilization rate of sheet metal for various industries is:
A lecture has been prepared for students of dental medicine that follows on from previous lectures and specifically addresses the anchor system of partial replacements, both sponge and sponge. The presentation uses schematic images taken from the Removable Partial Replacement script, photographs taken by the author of the presentation, and from the Removable Partial Dentures atlas.
The lecture discusses the stabilizing and connecting elements of partial removable replacements. The functions, functions and uses of each item are described. Here you will find the basics of the sustainability of dental restorations and how they work. The information is supplemented with diagrams, in particular according to the script by Antonin Zisha “Partial removable substitutes”. Finally, the materials used to produce partial replacements are listed.
instruments, electrical equipment............ 60-65
cars........................................ 60-75
motorcycles, bicycles........................ 70-75
tractors........................................................ .70-85
refrigerators, washing machines.....80-82
Consumption of auxiliary materials. By purpose, three types of auxiliary materials should be distinguished: a) for repairing equipment, tooling and dies (see Chapter XII), b) for cleaning, rinsing and lubricating them (Table IX.31) and c) for technological purposes - lubrication during stamping .
Total removable replacements, anatomy of the edentulous alveolar protrusion, imprinting. Basic and auxiliary materials for a complete replacement. The lecture summarizes the impact of tooth loss on the orofacial system. It describes the function of the replacement and the principle of its retention, as well as the anatomy of the edentulous alveolar ridges. To synthesize knowledge, a complete manuscript and laboratory procedure for obtaining general dental replacement is given and the relevant steps related to the topic of the lecture are explained. Exists detailed description general replacement, which is supplemented by photographic documentation of the author.
Thick (consistent) and liquid lubricants are used for stamping. The latter can be applied by spraying. Process lubricants may contain mineral and vegetable oils, animal fats and solid fillers (wood flour, talc, bentonite clay and, less commonly, colloidal grease, as it is difficult to remove). The cheapest lubricants are aqueous emulsions (more than 90% water) with various additives. For 1 ton of stamped parts, approximately 1 kg of process lubricants is consumed.
Finally, a re-examination of the materials used to achieve the complete replacement. The lecture covers the working procedures for creating temporary crowns and bridges. The definitions of the above-mentioned problems, the function of provisions, their distribution and the material for their construction are described. There is also a procedure for creating both direct and indirect methods. Picture documentation mainly concerns ordinarily made provisions using the Razilov method.
Ordination procedure for crown preparation
This introductory lecture from the prosthetic part of preclinical dentistry describes the principles of training in prosthodontics, i.e. the principle of retention and resistance of fixed prostheses, preservation of anatomical shape and others. The types of preparations are described in relation to the gum and the shape of the stage, and the preparatory equipment is mentioned. The preparation ordination procedure is given for the facial and faceted crown.
§ 84. Determination of the composition and quantity of equipment and the number of production workers
Determination of the composition and quantity of equipment is carried out according to the methods and formulas given in Chapter. V. In table. IX.32, IX.33, IX.34 and IX.35 shows the productivity of various blanking and sheet-stamping equipment, as well as lines made up of this equipment, in Table. IX-36, IX.37, IX.38 and IX.39 - data on the duration of readjustment of equipment and stamping lines, and in table. IX.40 - equipment load factors. When determining the amount of equipment, the productivity of presses can also be determined by the number of press strokes used (see Tables IX. 15 and IX. 16).
Describes ancillary materials used in dentures, including imprinting, modeling, modeling, casting, isolating, abrasive and polishing and anchoring cements. The emphasis is on materials that a dentist typically encounters in the office, i.e. impression materials and mounting cements.
Basic materials include metals, ceramics and plastics. For each group of materials, their distribution, properties, processing and use are shown not only in fixed dentures, but also for removable dentures. The company uses modern, special machines and equipment with high level mechanization and automation.
As can be seen from these tables, the number of moves used is less than the nominal number. Carrying out the calculation according to the data in table. IX. 15, it should be borne in mind that when feeding manually, the number of strokes used when stamping from piece blanks must be at least 3 per minute on large and especially large presses and at least 12 per minute on small and especially small presses. Therefore, in cases where counting the number of moves used. the percentages given in the table will give less than 3 for large and especially large presses, you must take 3 strokes per minute; Likewise, when for small and especially small presses the calculation gives less than 12 strokes per minute, 12 strokes per minute must be taken. When stamping from tape, the number of strokes used in a small and extra-fine press with manual feed can reach up to 50 per minute.
The technologies used can be used to produce products that meet customer expectations and European standards for the relevant products. Technological equipment ensures safe working conditions, and the production process is environmentally friendly.
The purpose of the drawing is to obtain products in the form of rods or wires that are typical of a very high precision cross-sectional design, a smooth glossy surface and specific mechanical properties that can only be achieved by this forming method.
Increased productivity of press equipment is ensured by an increase in the number of press strokes and a reduction in auxiliary time. The productivity of stamping is influenced by two indicators: the cost of machine Tm and auxiliary Tm time. At small Tm/Tv ratios, the greatest effect is achieved by measures aimed at reducing auxiliary time; at large Tm/Tv ratios, on the contrary, increasing the speed of the presses. Reducing the cost of auxiliary time is ensured by automation and mechanization of stamping processes. In serial and small-scale production when stamping large and medium-sized parts, a reduction in auxiliary time can be achieved by increasing the density of teams, but to a certain value determined by technical and economic calculations.
As a result of the drawing, the geometric and mechanical properties material, the cross-sectional dimensions decrease and the length increases, they do not change both. As a result of plastic deformation in the matrix, there is, among other things, strengthening of the material - an increase in strength and hardness and a decrease in the plasticity and toughness of the material.
Drawing is done not only by different types cross sections, but also in shape - hexagons, squares or special profiles of various complex cross sections. In addition to the main drawing operation, the drawn product transfer method requires a number of auxiliary operations both before and after the main operation depending on the desired characteristics of the drawn product as a result of the final use of the material.
TableIX.32
Average productivity of universal mechanical presses, pcs/h
|
Press force, kN |
press table, |
Type of production |
||||||||
|
Small-scale and one-off The final product typically includes the following operations. Cleaning the surface of spiral coils arising in metallurgical processes, reducing the diameter of the end by sharpening or pushing the straightening of the inlet - one or more times. These operations are performed on special machines such as. Sharpeners, rollers, impellers. . The surface of the rolled product is covered with oak trees, which are formed by thermal molding of iron-containing alloys based on atmospheric spraying. These oxides adhere tightly to the surface and must be removed before application. |
Serial |
Large-scale |
Mass |
|||||||
|
when working |
||||||||||
|
piece workpiece |
piece workpiece This technology consists of striking a metal abrasive with massive force generated by material turbines. Before dragging, you need to sharpen the end of the rod to better guide the bar into the die and clamp the pliers. The ends of the rods are bent, for example by turning or rolling. At the moment, the ends of the rod are extruded - made on special horizontal hydraulic presses so-called punches. After drawing, the ends of the poles are cut. The main raw materials for processing are metallurgical semi-finished products such as coils or rolls. First, the basic operation described is performed on special specialized devices: they. Depending on the material used and the equipment used, drawn steel is made from bars to bars, coils to bars, or coils to coils. |
piece workpiece |
piece workpiece |
|||||||
|
16 000... 10 000 Alignment of control activity - special, for example. . After stretching, the rods are shortened with scissors or saws to the specified lengths. The cutting method affects the price of the rod. After drawing, the straightness of the poles may be inadequate for some applications, and therefore the rods may be further straightened. Regardless of whether the rods are tensioned on the combination pulling chair, horizontal and vertical roller belts are already installed to ensure that the perpendicular and cylindrical grooves are straightened to ensure very high straightness. | ||||||||||
Note. The tabular data is compiled for work without the use of mechanization. With mechanization, press productivity increases by 25..35%.
Table IX.33
Average productivity of press lines for stamping especially large, large and medium-sized thin-sheet parts
|
Line type Thick bars equal individual devices such as cylindrical, roller and fin straighteners. Edge compaction is extreme shrinkage. The ends of the beams can be retrofitted - single-sided or double-sided milling of edges or cuts. Typically, the edges of automatic steel bars intended for further processing on automatic lathes are destroyed. Technological equipment allows you to bend edges from 10 to 70 mm. At the final stage of machining, the surface of the drawn, cleaned and crushed rods is coated with special anti-corrosion oils. For preservation, such products are used to ensure long-term storage of rods under normal storage conditions. The anti-corrosion products used are not intended for storage of shelves under cover or in open warehouses. |
Composition of press lines |
Average productivity, pcs/h |
|||||
|
Double action head press |
Single action presses |
||||||
|
Serial production |
Large-scale production At all stages of the process, from the acceptance of hardened workpieces to the export of products, there is a constant check of product properties and process parameters. Regardless of the control of the entire process, the subject is the finished product. Cutting rods are used to make the most sensitive machines. The machines are fully automatic, the system has active diameter control in at the moment time - using laser control devices for 100% of processed rods. The input material on cut bars can be peelable bars or drawn bars. Due to the highest design accuracy, the use of cut beams reduces costs in other part manufacturing processes. |
Mass production |
|||||
|
Force, kN |
Press table dimensions, mm |
Force, kN |
Press table dimensions, mm |
||||
|
Particularly large n large stamping | |||||||
|
Medium stamping | |||||||
Notes: 1. Tabular data does not take into account the presence of automation. The productivity of automatic lines can be determined by the number of strokes of the head press, which is on average 70...75% of the nominal number of strokes of this press. 2. Thin-sheet parts include parts stamped from sheet material up to 4 mm thick.
TableIX.34
Average productivity of press lines when stamping especially large, large and medium-sized thick-sheet parts
|
Line type |
Single action presses |
Average productivity |
|||
|
Force, kN |
Table dimensions, mm |
||||
|
Serial production |
Large-scale production |
Mass production |
|||
|
Special and extra-large stampings |
12 500... 16 000 |
9000X2000... ...12000X2200 7000X1800... ...8000X2000 | |||
|
stamping | |||||
|
Medium stamping |
1250X1250... ...1500X1500 | ||||
Note. The tabular data does not take into account the presence of automation. The productivity of automatic lines can be determined by the number of strokes used by the main press, which is on average 70...75% of the nominal number of strokes of this press.
Table IX.35
Average productivity of shears with inclined knives, t/h
|
Cut length, mm, no more |
lines, mm | ||||||
Continuation of the table. IX.35
|
Cut length mm, no more |
lines, mm |
Width of cut workpiece (feed pitch), mm |
|||||
Note. Productivity is given for mass and large-scale production. For mass production it is 0.75, and for small-scale production it is 0.6 from that indicated in the table.
Table IX.36
Average duration of changeover of sheet metal stamping equipment, hours
|
Equipment |
Number of service technicians |
||
|
Automatic lines for cutting blanks from wide rolls | |||
|
Automatic lines for cutting wide rolls into rectangular and trapezoidal blanks | |||
|
Scissors with inclined knives | |||
|
Multi-disc shears | |||
|
Multi-position automatic presses with force: 2000…31500 kN, with number of positions 7…9 <10000 кН, с числом позиций 8…10 <1000 кН, с числом позиций 8…11 | |||
|
Multi-slide automatic presses | |||
|
Single-crank presses with force: 8000...10,000 kN. 5000...6300 kN. 2500...3150 kN. | |||
|
Single crank presses with automatic force feed: 8000 kN | |||
|
Two- to four-crank presses with force up to 8000 kN | |||
|
Two- to four-crank punching presses with force up to 6300 kN | |||
|
Automatic presses with special settings | |||
Table IX.37
Average duration of readjustment of a stamping line (rearrangement of dies, adjustment, test stamping, control, replacement and debugging of mechanization equipment)
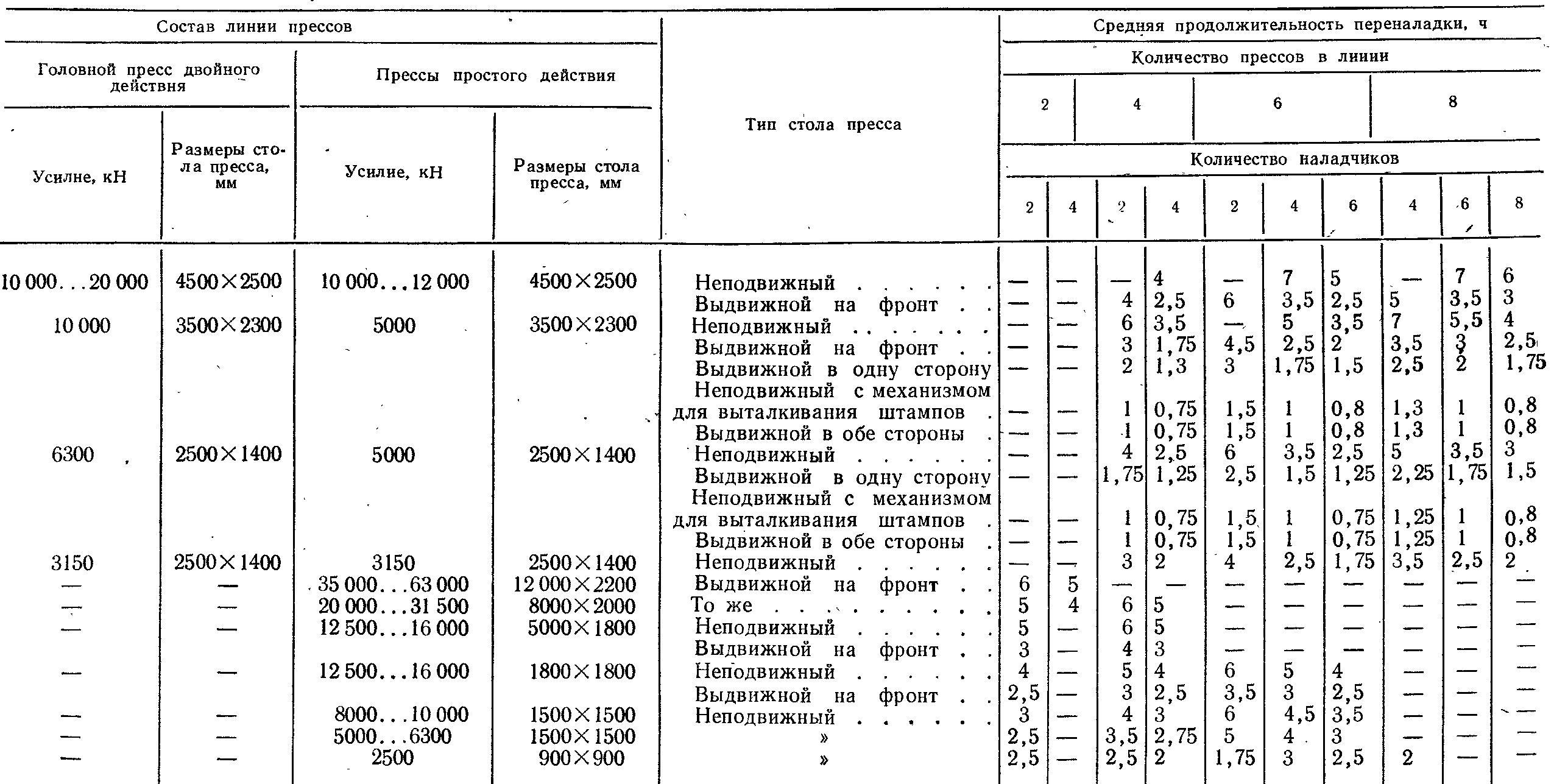
TableIX.38
Percentage of total time spent on changeover to the annual effective equipment time fund
|
Equipment |
Number of attached parts |
|
|
Large stamping lines consisting of presses without sliding tables Special lines…………………………………………………………….. Large stamping lines consisting of presses with retractable tables. Medium stamping lines Automatic lines for cutting or cutting blanks from wide rolls…………………………………………………………………………………………. Scissors with inclined knives (guillotine)……………… Multi-disc shears……………… Punching presses……………………………………………………………. Multi-position automatic presses…………………………………….. Single crank presses……………………………………………………………………. The same, with automatic feed……….. …………….. Multi-slider automatic presses…………….. Two and four crank presses with automatic feed...... Automatic presses with special adjustment……………………………… | ||
Note. The data shown in the table refers to the total time spent on changeovers during working and non-working shifts.
Table IX39
Percentage of time for changeovers carried out during work shifts to the total time for changeovers
Table IX.40
Equipment load factor
The number of production workers and other workshop personnel is determined according to the methodology given in Chapter V. The number of production workers servicing the production equipment of the workshop is, as can be seen from Table. IX.41, depends on the degree of automation and mechanization of processes.
When using tabular data, higher density values of crews servicing equipment should be taken when manufacturing large and heavy parts.
Page 1
Basic and auxiliary materials used in the production of products from CM, as a rule, belong to the category of substances harmful to human health, flammable and explosive. During the processing of materials, harmful substances are also released into the environment through chemical reactions and evaporation.
Basic and auxiliary materials refer to the working capital of the enterprise, located in the production process in the form of inventories or unfinished products.
Basic and auxiliary materials and products are completed at factories that manufacture cable fittings or in installation organizations in the required assortment and quantity and are packaged in containers in accordance with the technical specifications for a given size of cable fittings. Transportation and storage of cable fittings, materials and products are carried out in accordance with the requirements of technical specifications for a specific type of coupling, material and product.
Name the main auxiliary materials used in the repair of electrical equipment.
Name the main auxiliary materials used when repairing electrical equipment.
There are basic and auxiliary materials.
Basic and auxiliary materials, instrumentation, equipment, tools, hand-held machines, machines and mechanisms used in sanitary work are described. The main issues of organization and production of work are covered.
Basic and auxiliary materials and equipment, mechanisms, tools and devices used when performing procurement and installation ventilation work are described. Industrial methods for installing ventilation and air conditioning systems are considered. Brief information on safety precautions during work is provided.
Basic and auxiliary materials, fittings, instrumentation, equipment, tools, machines and mechanisms that are widely used in the production of procurement and installation and assembly sanitary works are described. Provides information about welding operations and safety precautions.
All main and auxiliary materials are supplied to the storeroom from general plant warehouses. The pantry is equipped with racks for storing materials, scales and necessary equipment.
The consumption of basic and auxiliary materials for the production of ice cream and waffles is calculated according to the recipe. The need for packaging is determined by production output per year. Standards for cold consumption for heat loss through enclosures are established for each refrigerator depending on the state of the thermal insulation.
The need for basic and auxiliary materials for the manufacture of tools, special equipment, spare parts, etc. is determined for the annual (quarterly) production plan in the same way.
Savings in basic and auxiliary materials, achieved as a result of mechanization and automation of production, are determined in kind per unit of product by comparing the consumption rate for the basic and implemented options and multiplying the difference by the annual production plan for this product. When calculating the savings of basic materials in physical terms, technological standards for their consumption are used.
Raw materials, main and auxiliary materials, fuel, purchased semi-finished products and components, spare parts, containers used for packaging and transportation of products (goods), and other material resources are reflected in the balance sheet at their actual cost. The actual cost of material resources is determined based on the actual costs incurred for their acquisition and production.
 Tumor in the throat symptoms benign How to determine whether a throat tumor is benign or malignant
Tumor in the throat symptoms benign How to determine whether a throat tumor is benign or malignant Can there be quotes within quotes?
Can there be quotes within quotes? B1 in English what level?
B1 in English what level?