Какие материалы относятся к вспомогательным. Большая энциклопедия нефти и газа
Расход основных материалов. В цехах листовой штамповки для изготовления деталей используются различные металлические и неметаллические материалы. Удельный вес неметаллических материалов, перерабатываемых в цехах листовой штамповки на машиностроительных заводах, по отношению к металлическим материалам, однако, невелик.
Металлические материалыпоставляются в виде рулонов, лент, листов, полос. Отдельные детали, требующие штамповочных операций, могут также изготовляться из различных профилей, труб, проволоки и пр. Для массового и крупносерийного производств наиболее удобны непрерывные материалы (рулоны, ленты), так как при их использовании облегчается и удешевляется автоматизация технологических процессов.
Добавки и химические вспомогательные вещества определяются следующим образом. Добавки: это химические вещества, которые вводятся в волокнистую смесь, чтобы придать готовой бумаге определенные характеристики механических, физических, атмосферных, влажных, жировых, оптических и эстетических характеристик, пригодности для печати и другие снова. В общем, вспомогательные вещества не появляются в конечном составе бумаги или картона, так как они не остаются включенными в волокнистую массу; однако есть исключения, фактически некоторые вспомогательные вещества образуют устойчивые связи с волокнистой опорой. Различие между добавками и вспомогательными веществами, однако, не всегда так ясно, поскольку в некоторых случаях один и тот же химический продукт может действовать как в качестве добавки, так и в качестве вспомогательного; кроме того, как упоминалось выше, некоторые химические вспомогательные вещества входят в окончательный состав бумаги, поскольку они образуют стабильные связи с волокнистой подложкой.
Наибольшее распространениев различных отраслях машиностроения имеют сталь различных марок и сортов, алюминий и его сплавы, медь и ее сплавы (в основном латуни). В отдельных производствах используют также титан и его сплавы, магниевые сплавы, цинк и др. Штамповку титана, магния и их сплавов при наличии формоизменяющих процессов (вытяжка, формовка) осуществляют с подогревом (см. §79).
Европейская бумажная промышленность является самодостаточной с точки зрения волокнистого сырья - одной из наиболее важных из перерабатываемой бумаги - и концентрирует свою продукцию в первую очередь на продуктах с высокой добавленной стоимостью, в частности на бумаге для графического использования и картонных коробках первое качество.
Химия вводит бумажный процесс в четыре различные фазы, которые включают производство целлюлозы из древесины и из годовых растений, формирование влажной полосы и отделку листа бумаги, рециркуляцию бумажных материалов. Важнейшей фазой производственного процесса является, конечно же, влажная фаза, в которой используются многочисленные химические продукты, которые как в качественном, так и в количественном отношении находятся на основе конечного результата. На этом этапе приоритет отдается знанию морфологических, структурных и химико-физических свойств волокон вместе с электрокинетическими характеристиками всей производственной системы.
Некоторые материалы имеют покрытия, предохраняющие их от коррозии. Например, сталь тонколистовая оцинкованная или луженая, жесть белая, плакированные (покрытые алюминием) дуралюмины.
Расход металламожет определяться двумя способами:детальным и укрупненным.При детальном способе расчетанеобходимо иметь технологические карты на все детали, изготовляемые в цехе, а также чертежи ср спецификациями на все детали.При укрупненном способегодовой расход металла М (в тоннах) каждой марки и сорта подсчитывают по формуле:
Химические вспомогательные вещества играют фундаментальную роль в процессе производства бумаги не только в количественном выражении, но и в качестве ответственного за результат конечного продукта. Сортировка по: приоритет и время последней модификации.
Защитное оборудование, распределение фиксированных замен
В лекции приводится основная разбивка фиксированных возмещений и их краткое определение или визуальное объяснение. В нем также описывается аппаратура, используемая в стоматологической хирургии и протезной лаборатории, используемой при изготовлении зубных протезов.
В этой формуле, применительно к цехам
листовой штамповки, П - масса выпускаемых
деталей в год из данного металла, ;
; - коэффициент использования металла,
%.
- коэффициент использования металла,
%.
Согласно опытным данным коэффициент использования листового металлапо различным отраслям промышленности в процентах составляет:
Лекция была подготовлена для студентов стоматологической медицины, которая следует за предыдущими лекциями и конкретно касается якорной системы частичных сменных замен, как губки, так и губки. В презентации используются схематические изображения, взятые из сценария «Частичная съемная замена», фотографии, сделанные автором презентации и из атласа «Съемные частичные зубные протезы».
В лекции рассматриваются стабилизирующие и соединительные элементы частичных съемных замен. Описаны функции, функции и использование каждого элемента. Здесь вы найдете основы устойчивости стоматологических реставраций и способы их воздействия. Информация дополнена схемами, в частности, согласно сценарию Антонина Зиши «Частичные съемные заменители». Наконец, перечислены материалы, используемые для производства частичных сменных заменителей.
приборы, электрооборудование............ 60-65
автомобили.............................................. 60-75
мотоциклы, велосипеды......................... 70-75
тракторы.................................................. 70-85
холодильники, стиральные машины.....80-82
Расход вспомогательных материалов. По назначению следует различатьтри вида вспомогательных материалов:а)для ремонта оборудования, оснастки и штампов (см. гл. XII),б)для очистки, промывки и смазки их (табл. IX.31) ив)для технологических целей - смазке при штамповке.
Всего съемные замены, анатомия беззубого альвеолярного выступа, импринтинг. Основные и вспомогательные материалы для полной замены. В лекции обобщается влияние потери зубов на орофациальную систему. В нем описывается функция замены и принцип ее удержания, а также анатомия беззубых альвеолярных выступов. Для синтеза знаний дается полная рукопись и лабораторная процедура для получения общей замены зубов, и объясняются соответствующие шаги, связанные с темой лекции. Существует подробное описание общей замены, которое дополняется фотографической документацией автора.
Для штамповки используют густые (консистентные) и жидкие смазки. Последние можно наносить распылением. Технологические смазки могут содержать минеральные и растительные масла, животные жиры и твердые наполнители (древесная мука, тальк, бентонитовая глина и реже коллоидный гриф, так как его трудно удалять). Наиболее дешевые смазки представляют собой водные эмульсии (более 90% воды) с различными присадками. На 1 т отштампованных деталей расходуется примерно 1 кг технологических смазок.
Наконец, повторный обзор материалов, используемых для получения полной замены. В лекции рассматриваются рабочие процедуры создания временных коронок и мостов. Описаны определения вышеупомянутых проблем, функция провизорий, их распределение и материал для их построения. Существует также процедура для создания как прямых, так и косвенных методов. Картинная документация в основном касается ординативно сделанных провизорий по методу разилова.
Процедура ординации для подготовки короны
Эта вступительная лекция из протезной части доклинической стоматологии описывает принципы подготовки в протезировании, т.е. принцип удержания и сопротивления фиксированных протезов, сохранение анатомической формы и другие. Виды препаратов описаны в отношении десны и формы ступени, упоминается подготовительная аппаратура. Процедура ординации препарата дается для лицевой и граненной короны.
§ 84. Определение состава и количества оборудования и численности производственных рабочих
Определение состава и количества оборудования производится по методике и формулам, приведенным в гл. V. В табл. IX.32, IX.33, IX.34 и IX.35 приведена производительность различного заготовительного и листоштамповочного оборудования, а также линий, составленных из этого оборудования, в табл. IX-36, IX.37, IX.38 и IX.39- данные по продолжительности переналадки оборудования и линий штамповки, а-в табл. IX.40 - коэффициенты загрузки оборудования . При определении количества оборудования производительность прессов может также устанавливаться по числу используемых ходов пресса (см. табл. IX. 15 и IX. 16).
Описывает вспомогательные материалы, используемые в зубных протезах, включая импринтинг, моделирование, моделирование, литье, изоляционные, абразивные и полирующие и крепежные цементы. Акцент делается на материалах, с которыми обычно сталкивается стоматолог в офисе, т.е. слепочные материалы и крепежные цементы.
Основные материалы включают металлы, керамику и пластмассы. Для каждой группы материалов показано их распределение, свойства, обработка и использование не только в фиксированных протезах, но и для снятия тем в съемных протезах. Компания использует современные, специальные машины и оборудование с высоким уровнем механизации и автоматизации.
Как видно из этих таблиц, используемое число ходов меньше паспортного. Выполняя расчет по данным табл. IX. 15, следует иметь в виду, что при ручной подаче число используемых ходов при штамповке из штучных заготовок должно быть не менее,3 в минуту на крупных и особо крупных прессах и не менее 12 в минуту на мелких и особо мелких прессах. Поэтому в тех случаях, когда подсчет числа используемых ходов по. приведенным в таблице процентам даст для крупных и особо крупных прессов меньше 3, надо принимать 3 хода в минуту; Аналогично, когда для мелких и особо мелких прессов подсчет даст меньше 12 ходов в минуту, надо принимать 12 ходов в минуту. При штамповке из ленты число используемых ходов у мелкого и особо мелкого пресса с ручной подачей может доходить до 50 в минуту.
Используемые технологии могут использоваться для производства продуктов, соответствующих ожиданиям клиентов и европейским стандартам для соответствующих продуктов. Технологическое оборудование обеспечивает безопасные условия труда, а процесс производства является экологически чистым.
Целью чертежа является получение изделий в виде стержней или проводов, которые типичны для очень высокой точности конструкции поперечного сечения, гладкой глянцевой поверхности и специфических механических свойств, которые могут быть достигнуты только этим способом формирования.
Повышение производительности прессового оборудования обеспечивается увеличением числа ходов пресса и сокращением вспомогательного времени. На производительность штамповки влияют два показателя: затраты машинного Тм и вспомогательного Тв времени. При малых соотношениях Tм/Tв наибольший эффект дают мероприятия, направленные на снижение вспомогательного времени, при больших соотношениях Тм/Тв, наоборот - увеличение быстроходности прессов. Снижение затрат вспомогательного времени обеспечивается автоматизацией и механизацией процессов штамповки. В серийном и мелкосерийном производствах при штамповке крупных и средних деталей уменьшение вспомогательного времени может быть достигнуто повышением плотности бригад, но до некоторой величины, определяемой технико-экономическим расчетом.
В результате рисунка изменяются геометрические и механические свойства материала, уменьшаются размеры поперечных сечений и увеличивается длина, они не изменяют оба. В результате пластической деформации в матрице существует, среди прочего, укрепление материала - увеличение прочности и твердости и снижение пластичности и вязкости материала.
Рисование выполняется не только по разным типам поперечных сечений, но и по форме - шестиугольники, квадраты или специальные профили различных комплексных поперечных сечений. В дополнение к основной операции рисования метод переноса вытянутого продукта требует ряда вспомогательных операций как до, так и после основной операции в зависимости от желаемых характеристик вытянутого продукта в результате окончательного использования материала.
Таблица I Х.32
Средняя производительность универсальных механических прессов, шт/ч
|
Усилие пресса, кН |
стола пресса, |
Тип производства |
||||||||
|
Мелкосерийное и единичное Окончательный вариант продукта обычно включает в себя следующие операции. Очистка поверхности спиральных катушек, возникающих в металлургических процессах, уменьшение диаметра конца за счет заточки или толкания выпрямления впуска - один или несколько раз. Эти операции выполняются на специальных машинах, таких как. Точилки, ролики, рабочие колеса. . Поверхность проката покрыта дубами, которые образованы термическим формованием железосодержащих сплавов на основе атмосферного распыления. Эти оксиды плотно прилипают к поверхности и должны быть удалены перед нанесением. |
Серийное |
Крупносерийное |
Массовое |
|||||||
|
при работе нз |
||||||||||
|
штучной заготовки |
штучной заготовки Эта технология состоит из удара металлического абразива с массивной силой, создаваемой материальными турбинами. Перед перетаскиванием необходимо затачивать конец стержня, чтобы лучше направлять планку в матрицу и зажать плоскогубцы. Концы стержней согнуты, например, путем поворота или прокатки. В настоящий момент концы стержня экструдируются - изготавливаются на специальных горизонтальных гидравлических прессах так называемыми пуансонами. После вытягивания разрезаются концы полюсов. Основным исходным материалом для переработки являются металлургические полуфабрикаты, такие как рулоны или рулоны. Вначале описанная основная операция выполняется на специальных специализированных устройствах: они. В зависимости от используемого материала и используемого оборудования оттянутая сталь изготавливается из прутков в стержни, от рулонов до стержней или от катушек до катушек. |
штучной заготовки |
штучной заготовки |
|||||||
|
16 000... 10 000 Выравнивание управляющей активности - специальный, например. . После вытягивания стержни укорачиваются ножницами или пилами на указанных длинах. Метод резания влияет на цену стержня. После вытягивания прямолинейность полюсов может быть неадекватной для некоторых применений, и поэтому стержни могут быть дополнительно выпрямлены. Независимо от того, натянуты ли стержни на комбинированный тянущий стул, горизонтальные и вертикальные роликовые ремни уже установлены, чтобы обеспечить выпрямление перпендикулярных и цилиндрических канавок, чтобы обеспечить очень высокую прямолинейность. | ||||||||||
Примечание. Табличные данные составлены для работы без применения средств механизации. При наличии механизации производительность прессов увеличивается на 25.,.35%.
Таблица IX.33
Средняя производительность линий прессов при штамповке особо крупных, крупных и средних тонколистовых деталей
|
Тип линий Толстые стержни равны отдельным устройствам, таким как цилиндрические, роликовые и ребристые выпрямители. Уплотнение края - крайняя усадка. Концы балок можно дооснастить - одностороннее или двухстороннее фрезерование граней или разрезов. Как правило, края автоматических стальных стержней, предназначенные для дальнейшей обработки на автоматических токарных станках, разрушаются. Технологическое оборудование позволяет сгибать края от 10 до 70 мм. На заключительной стадии механической обработки поверхность вытянутых, очищенных и измельченных стержней покрыта специальными антикоррозионными маслами. Для консервации такие продукты используются для обеспечения длительного хранения стержней при нормальных условиях хранения. Используемые антикоррозионные продукты не предназначены для хранения полок под укрытием или на открытых складах. |
Состав линий прессов |
Средняя производительность, шт/ч |
|||||
|
Головной пресс двойного действия |
Прессы простого действия |
||||||
|
Серийное производство |
Крупносерийное производство На всех этапах процесса, начиная от принятия закаленных заготовок до экспорта продукции, наблюдается постоянная проверка свойств продукта и параметров процесса. Независимо от контроля всего процесса, предметом является готовый продукт. Режущие стержни используются для изготовления наиболее чувствительных машин. Машины полностью автоматические, система имеет активный контроль диаметра в данный момент времени - с использованием устройств лазерного управления для 100% обработанных стержней. Входным материалом на разрезанных стержнях могут быть отслаиваемые стержни или вытянутые стержни. Благодаря наивысшей точности конструкции использование разрезанных балок позволяет снизить затраты в других процессах изготовления деталей. |
Массовое производство |
|||||
|
Усилие, кН |
Размеры стола пресса, мм |
Усилие, кН |
Размеры стола пресса, мм |
||||
|
Особо крупной н крупной штамповки | |||||||
|
Средней штамповки | |||||||
Примечания: 1. Табличные данные не учитывают наличие автоматизации. Производительность автоматических линий можно определить по числу используемых ходов головного пресса, которое составляет в среднем 70...75% от паспортного числа ходов этого пресса. 2. К тонколистовым отнесены детали, штампуемые из листового материала толщиной до 4 мм.
Таблица I Х.34
Средняя производительность линий прессов при штамповке особо крупных, крупных и средних толстолистовых деталей
|
Тип линий |
Прессы простого действия |
Средняя производительность, |
|||
|
Усилие, кН |
Размеры стола, мм |
||||
|
Серийное производство |
Крупносерийное производство |
Массовое производство |
|||
|
Специальные и особо-крупной штамповки |
12 500... 16 000 |
9000X2000... ...12000X2200 7000X1800... ...8000X2000 | |||
|
штамповки | |||||
|
Средней штамповки |
1250X1250... ...1500X1500 | ||||
Примечание. Табличные данные не учитывают наличие автоматизации. Производительность автоматических линий можно определять по числу используемых ходов основного пресса, которое составляет в среднем 70...75% от паспортного числа ходов этого пресса.
Таблица IX.35
Средняя производительность ножниц с наклонными ножами, т/ч
|
Длина разреза, мм, не более |
линии, мм | ||||||
Продолжение табл. IX.35
|
Длина разреза, мм, не более |
линии, мм |
Ширина отрезаемой заготовки (шаг подачи), мм |
|||||
Примечание. Производительность дана для массового и крупносерийного производств. При серийном производстве она составляет 0,75, а при мелкосерийном 0,6 от указанной в таблице.
Таблица IX.36
Средняя продолжительность переналадки оборудования листовой штамповки, ч
|
Оборудование |
Количество наладчиков |
||
|
Автоматические линии вырубки заготовок из широкого рулона | |||
|
Автоматические линии резки широкого рулона на прямоугольные и трапециидальные заготовки | |||
|
Ножницы с наклонными ножами | |||
|
Многодисковые ножницы | |||
|
Прессы автоматы многопозиционные усилием: 2000…31500 кН, с числом позиций 7…9 <10000 кН, с числом позиций 8…10 <1000 кН, с числом позиций 8…11 | |||
|
Прессы – автоматы многоползунковые | |||
|
Прессы однокривошипные усилием: 8000...10 000 кН. 5000...6300 кН. 2500...3150 кН. | |||
|
Прессы однокривошипные с автоматической подачей усилием: 8000 кН | |||
|
Прессы двух-четырехкривошипные усилием до 8000 кН | |||
|
Прессы вырубные двух-четырехкривошипные усилием до 6300 кН | |||
|
Прессы – автоматы со специальными наладками | |||
Таблица IX.37
Средняя продолжительность переналадки линии штамповки (перестановка штампов, регулирование, пробная штамповка, контроль, замена и отладка средств механизации)
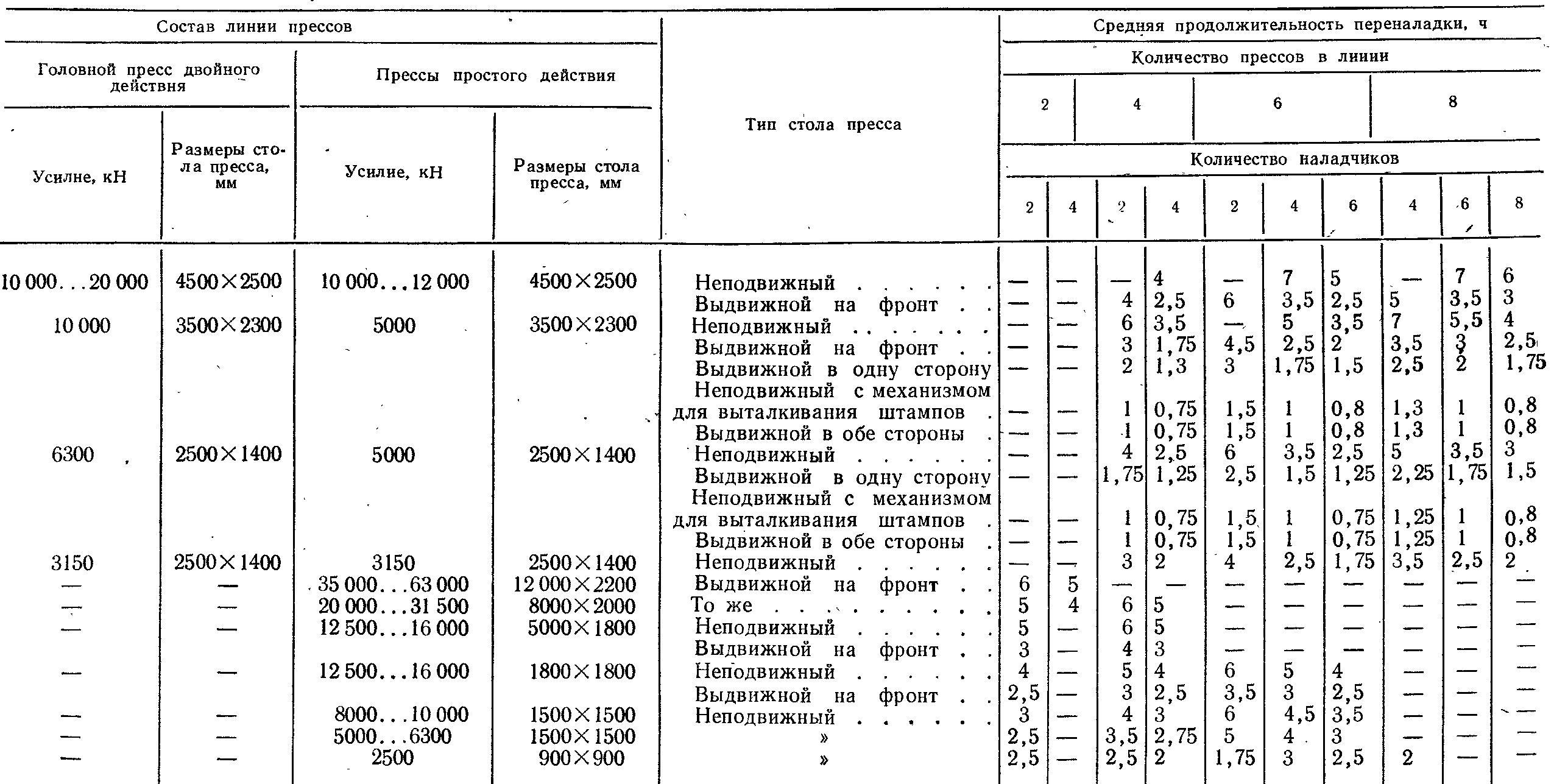
Таблица I Х.38
Процент общего времени, затрачиваемого на переналадку к годовому эффективному фонду времени оборудования
|
Оборудование |
Количество закрепленных деталей |
|
|
Линии крупной штамповки, состоящие из прессов без выдвижных столов Специальные линии…………………………………………………………….. Линии крупной штамповки, состоящие из прессов с выдвижными столами. Линии средней штамповки Автоматические линии для нарезки или вырубки заготовок из широкого рулона…………………………………………………………………………. Ножницы с наклонными ножами (гильотинные) ……………… Многодисковые ножницы ……………… Вырубные прессы……………………………………………………………. Прессы – автоматы многопозиционные…………………………………….. Прессы однокривошипные…………………………………………………. То же, с автоматической подачей ……….. …………….. Многоползунковые прессы-автоматы …………….. Двух и четырехкривошипные прессы с автоматической подачей…… Прессы-автоматы со специальной наладкой……………………………… | ||
Примечание. Данные, приведенные в таблице, относятся к общему времени, затрачиваемому на переналадку в рабочие и нерабочие смены.
Таблица IX39
Процент времени на переналадку, осуществляемую в рабочие смены, к общему времени на переналадку
Таблица IX.40
Коэффициент загрузки оборудования
Численность производственных рабочих и другого цехового персонала определяется согласно методике, приведенной в гл.. V. Количество производственных рабочих, обслуживающих производственное оборудование цеха,-, как видно из табл. IX.41, зависит от степени автоматизации и механизации процессов .
При использовании табличных данных большие значения плотности бригад, обслуживающих оборудование, следует принимать при изготовлении крупных и тяжелых деталей.
Cтраница 1
Основные и вспомогательные материалы, используемые при производстве изделий из КМ, как правило, относятся к категории вредных для здоровья человека, пожароопасных и взрывоопасных веществ. В процессе переработки материалов за счет химических реакций и испарения в окружающую среду также попадают вредные вещества.
Основные и вспомогательные материалы относятся к оборотным фондам предприятия, находящимся в производственном процессе в виде запасов или незаконченной продукции.
Основные и вспомогательные материалы и изделия комплектуются на заводах - изготовителях кабельной арматуры или в монтажных организациях в необходимом сортаменте и количестве и упаковываются в тару в соответствии с требованиями технических условий для данного маркоразмера кабельной арматуры. Транспортировка и хранение кабельной арматуры, материалов и изделий выполняются в соответствии с требованиями технических условий для конкретного типа муфты, материала и изделия.
Назовите основные вспомогательные материалы, применяемые при ремонте электрооборудования.
Назовите основные вспомогательные материалы, применяв -, мые при ремонте электрооборудования.
Различают основные и вспомогательные материалы.
Описаны основные и вспомогательные материалы, контрольно-измерительные приборы, оборудование, инструмент, ручные машины, станки и механизмы, используемые при выполнении санитарно-технических работ. Освещены основные вопросы организации и производства работ.
Описаны основные и вспомогательные материалы и оборудование, механизмы, инструменты и приспособления, применяемые при выполнении заготовительный и монтажных вентиляционных работ. Рассмотрены индустриальные методы монтажа систем вентиляции и кондиционирования воздуха. Приведены краткие сведения по технике безопасности при производстве работ.
Описаны основные и вспомогательные материалы, арматура, контрольно-измерительные приборы, оборудование, инструмент, станки и механизмы, широко применяемые при производстве заготовительных и монтажно-сборочных санитарно-технических работ. Приведены сведения о сварочных работах и технике безопасности.
Все основные и вспомогательные материалы поступают в кладовую из общезаводских складов. Кладовая оборудуется стеллажами для хранения материалов, весами и необходимым инвентарем.
Расход основных и вспомогательных материалов для производства мороженого я вафель - вычисляют по рецептуре. Потребность в таре определяют по выпуску продукции в год. Нормы расхода холода на теплопотери через ограждения устанавливают для каждого холодильника в зависимости от состояния теплоизоляции.
Потребность основных и вспомогательных материалов для изготовления инструмента, спецоснастки, запчастей и др. определяется на годовой (квартальный) план выпуска продукции аналогично.
Экономия основных и вспомогательных материалов, достигаемая в результате механизации и автоматизации производства, определяется в натуре на единицу продукции путем сопоставления нормы расхода при базовом и внедряемом вариантах и умножения разности на годовой план выпуска данной продукции. При расчете экономии основных материалов в натуральном выражении используются технологические нормы их расхода.
Сырье, основные и вспомогательные материалы, топливо, покупные полуфабрикаты и комплектующие изделия, запасные части, тара, используемая для упаковки и транспортировки продукции (товаров), и другие материальные ресурсы отражаются в бухгалтерском балансе по их фактической себестоимости. Фактическая себестоимость материальных ресурсов определяется исходя из фактически произведенных затрат на их приобретение и изготовление.
 Из чего состоит земная кора?
Из чего состоит земная кора? Мясная сковородка Сковородка по домашнему из свинины рецепт
Мясная сковородка Сковородка по домашнему из свинины рецепт Салат Нисуаз - рецепты с фото
Салат Нисуаз - рецепты с фото